Concentricity or run out? - BIG KAISER Präzisionswerkzeuge | BIG KAISER
Concentricity or run out?

Article by Daniela Tommasi - excerpt from Macchine Utensili, October 2022
Could we, perhaps, try viewing machining in a different light? For example, we could try reading this like a fairy tale, that is, simply allowing our imagination to wander a bit. We have all the main ingredients of a great story: the setting, the characters, and a happy ending.
Our fairy tale will be about precision machining, a most challenging story indeed. Precision machining comprises any material, any geometry—even infinitely complex—of any size, or even micro-machining. Nevertheless, this is the eternal challenge that must be met to achieve optimal productivity and efficiency.
The preface
A multi-cutter cutting tool performs at its best when it turns concentrically along its axis and can be operated at maximum capacity reducing production costs, all while improving the bottom line.
The setting and the characters
Our scenario plays out in the magical world of precision machining. The machine tool and the tool represent the lead characters, accompanied by the component that is to be machined with the other actors entering the stage: first, the material, followed by the geometry, and finally, the design specifications.
Machine tools are high-performance instruments, characterized by their high rotation speeds, smooth motion dynamics, and a myriad of other parameters. Concurrently, the tools themselves are also increasingly defined as high-performance, often boasting dedicated geometries for specific materials, or they may even be designed ad hoc for certain specialized machining tasks, utilizing super-fine grain carbide and technologically advanced coatings. The duo in our story is two technical components working together at the highest level. The question remains, however, will the machine prove its noble virtues and bring out the best from the installed tool, working in unison, to produce precision results and create our happy ending? This is where a new character enters our story, the all-powerful tool holder that holds the keys to almost perfect concentricity.
Concentricity and run out
Concentricity and runout are two faces of the same coin: we strive for maximum concentricity, while trying to contain runout as much as possible. Thus, runout can be seen as the result of insufficient concentricity. The key factor to understand is that here we are referring to rotary motion around an axis.
The problem arises when the tool does not rotate centrally around the axis of the tool holder.
Why does this pose such a challenge? The fact is that we work under real, non-ideal conditions, where perfect balance does not exist, but we do our best to get as close to this ideal as possible. Therefore, the precision with which a tool holder is constructed is crucial to reducing runout.
"BIG KAISER offers tool holders that guarantee a runout of the entire assembly of less than 3μm at 4 times the diameter," explains Cristian Boldini, BIG KAISER's area sales manager. "These results can be achieved by using special materials for core hardening, high RPM balancing, in accordance with current regulations, as well as taking special care in the testing and certification of each tool holder. The combination of these components is what leads to success."
Concentricity has a direct influence on both machining performance and tool life, and thus on productivity and process efficiency.
Balance and efficiency
The results, precision, and process efficiency of machining are closely tied to balance, and there is no doubt that in a real-world situation that is subject to the effects of many forces. Balance is far from given but must be painstakingly sought out.
It is also a fact that runout generates irregular stresses on the tool. Why does that matter? To explain this, it is helpful to delve into the meaning of concentricity and to what extent it can affect machining.
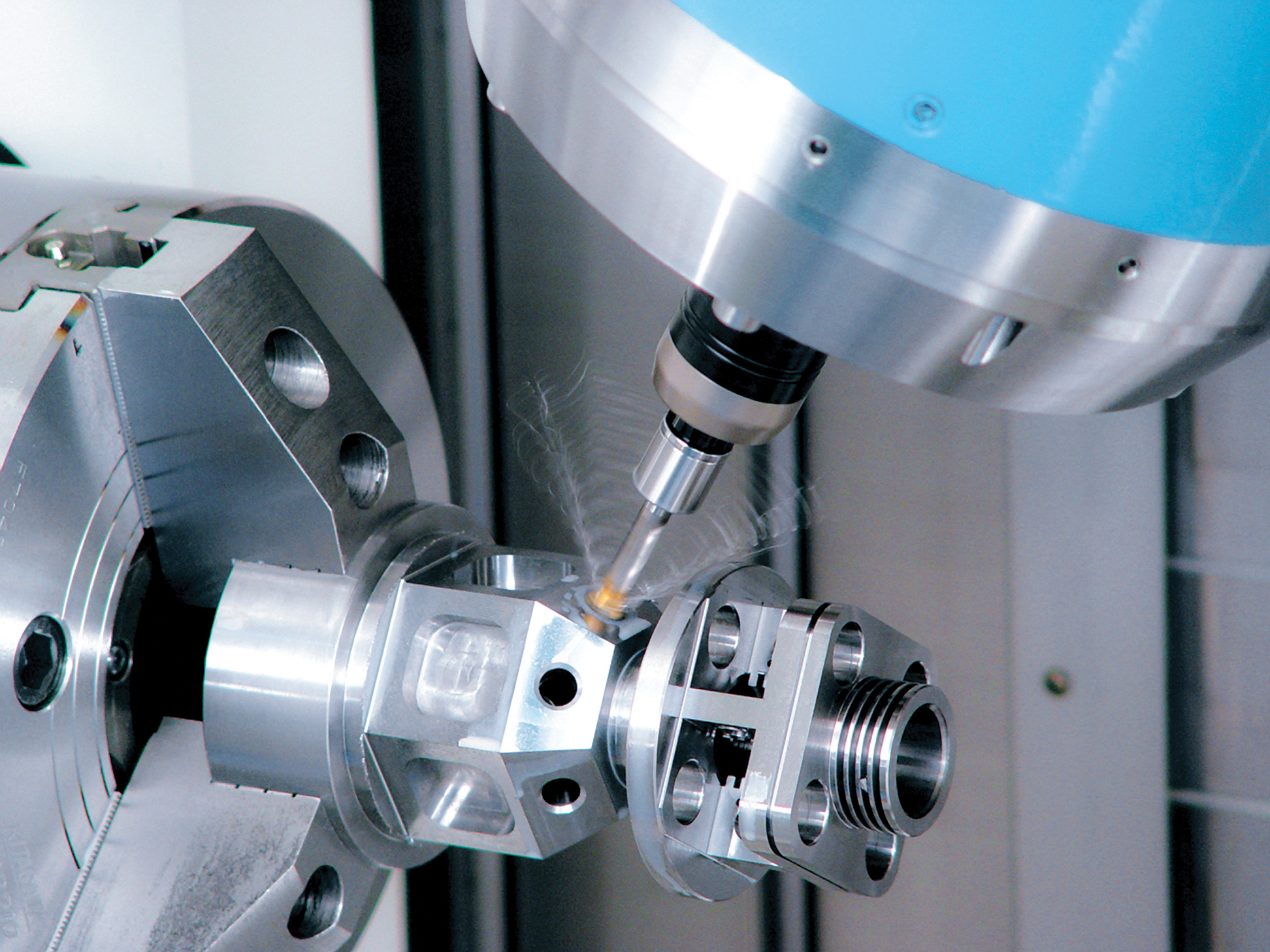
"To better understand the actual technological impact of concentricity on machining, tests were carried out on two systems; one with a guaranteed runout of 2 μm and one with a guaranteed runout of 15 μm; a comparison of the classic and widely used ER collet chucks," recounts Boldini. "The first test case delivered a noticeably smoother cut, as can be seen from the chips, which are more uniform and homogenous since the cutting forces are distributed evenly across all the cutting edges of the multi-cutting tool. The second case, with a runout of 15 μm generated heterogenous chips, conversely implies that cutting forces were not evenly distributed over all the cutting edges, resulting in one cutting edge 'working' more than the others.
This situation is not one relating to balance, but rather one indicating how runout leads to uneven load forces being applied across the tool, which naturally increases together with the runout. For example, with decreasing concentricity a certain cutting edge works more than all the others, and will wear out sooner, substantially undermining the total life of the tool. This has obvious repercussions on quality and precision and generally reduces productivity and efficiency.
"At BIG KAISER, to provide the users of our tools with clear and precise information, we have carried out many years of testing on various materials, from stainless steel to iron (Fe), from mold to die steels, and we clearly understand the impact of runout on processes," points out Giampaolo Roccatello, BIG KAISER's chief sales & marketing officer Europe. "Among other things, these tests were used to evaluate what happens to tool life as we increase from 2 μm runout to 5 μm and finally to 15 μm. The results are quite stunning and provide real food for thought! If you make 100 the reference number for tool life under a run out of 2 μm, then moving up to 5 μm results in a 20% decrease, and this decline shoots up to 65% at 15 μm. Assuming a carbide cutter costs 100 euros, these results indicate that 65 euros are thrown out the window even before the tool is installed on the machine. Especially in the case of precision machining, a process with a high added value, it is essential to set up a system that can guarantee maximum concentricity.”
Precise concentricity leads to improved tolerances, better surface quality, and, thanks to the achieved longer tool life, less machine downtime due to tool changes. Overall, the process is more productive and efficient.

Fabrication standards
To ensure perfect concentricity even during high-speed machining tasks, BIG KAISER's manufacturing standards require all MEGA spindles to be ground after heat treatment to a mirror finish on all surfaces. The drive key, which not only provides drive but also correct positioning, is also machined after heat treatment.
The nut is also a key element for achieving high precision. Threads have a huge impact on precision, which is why they are ground from solid, without pre-turning, or after heat treatment. In this way, the negative impact of the clamping action is eliminated, resulting in improved performance.
The nut includes a radial bearing, with steel ball bearings that prevent transferring tension onto the collet, giving the collet a greater clamping force than in a standard configuration, resulting in superior concentricity of the tool.
"It is important to be able to guarantee stability over time," stresses Boldini. "In the case of classic ER collet chuck systems, which are subject to excessive torsion forces. Tests have shown that after just 500 tool changes, wear markers are already present as carry-over material, all as a result of these torsion stresses. This means that, over time, precision declines, and the initial characteristics can no longer be met. In the case of BIG KAISER, the stress acting on the tool is not torsional, but compressive, whereby tool wear is greatly mitigated."
Precision: guaranteed
The precision of BIG KAISER products is well known throughout the industry and is the result of strict quality controls. What does this mean?
First, runout is calculated across the entire assembly, i.e., the combined result of the runout of the body, collet chuck, and nut is taken into account, thus accurately representing the actual conditions that will be present on the machine.
The BIG KAISER control method involves evaluating the runout at 5 times the diameter and, if it is below 3 μm, the collet chuck is then rotated by 90°, and the measurement is repeated. If it is still below 3 μm, it is rotated again until it covers the full 360°, explains Boldini, "Do we stop at this point? No, the spindle itself is also rotated, and the 4 measurements are taken again. If, after these 8 measurements, the average run out is less than 3 μm at 5 times diameter, it means that the spindle is compliant and has successfully passed the test.”
At BIG KAISER, every tool holder that passes this stringent test is marked with a unique number, which guarantees the quality of every product. This information is then logged and filed so that in the event of any future issues, BIG KAISER can accurately trace the product's production back to the beginning and understand what happened.
"The chucks are standard, class AA, which means that we can guarantee 3 μm runout at 4 times diameter. Tests are carried out at 5 times diameter, but the guarantee is at 4 times diameter for a greater safety margin. Tests carried out on MEGA tool holders verify the concentricity of the individual collets 200 times and the average runout value must be less than 2 μm at 5 times diameter. This guarantees that the spindle will maintain its precision over time," concludes Giampaolo Roccatello.

A happy ending!
In machining, the term 'eccentricity' is defined as the state where the center of rotation does not coincide with the geometric center of the spindle assembly, which is the cause of radial movement. This is how runout is defined. The end effect is undesirable. The challenge? Containing and eliminating this phenomenon as much as possible.
But is there a happy ending? Of course, there is! The market has proven that precision machining exists and that there is a clear trend toward ever stricter standards. The key difference is in how this precision is achieved, with how much effort, and at what cost. But there is more good news for this happy ending: the right tools already exist!